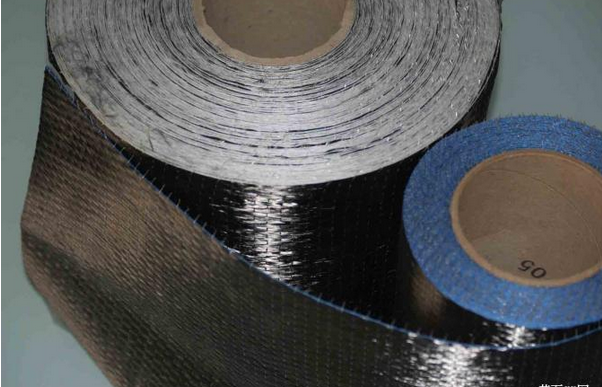
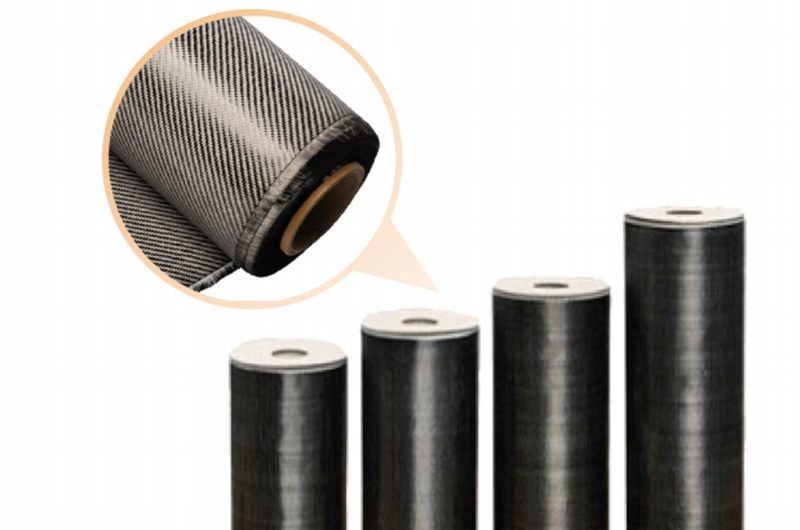
碳纤维材料源于其稳定性和耐温性在现代社会中出现的频率非常高,在加固技术方面,碳纤维加固具有节省施工空间,施工简易的特点 ,施工现场也不需要固定设施,基本不用增加加固建筑结构尺寸及,因此一直备受加固行业人士青睐,本文就碳纤维生产的流程及其主要涉及的设备进行介绍解说。
一、碳纤维生产流程
(1)碳纤维的原丝制备,聚丙烯腈和粘胶原丝主要采用湿法纺丝炼制取得,酚醛原丝及沥青则是利用熔体纺丝制得。制备高性能聚丙烯腈基碳纤维需采用高纯度、高强度和质量均匀的聚丙烯腈原丝,制备原丝用的共聚单体为衣康酸等。制备各向异性的高性能沥青基碳纤维需先将沥青预处理成中间相、预中间相(苯可溶各向异性沥青)和潜在中间相(喹啉可溶各向异性沥青)等。作为烧蚀材料用的粘胶基碳纤维,其原丝要求不含碱金属离子。
(2)预氧化(聚丙烯腈纤维200~300℃)、不融化(沥青200~400℃)或热处理(粘胶纤维240℃),以得到耐热和不熔的纤维,酚醛基碳纤维无此工序。
(3)碳化,其温度为:聚丙烯腈纤维1000~1500℃,沥青1500~1700℃,粘胶纤维400~2000℃。
(4)石墨化,聚丙烯腈纤维为2500~3000℃,沥青2500~2800℃,粘胶纤维3000~3200℃。
(5)表面处理,进行气相或液相氧化等,赋予纤维化学活性,以增大对树脂的亲和性。
(6)上浆处理,防止纤维损伤,提高与树脂母体的亲和性。所得纤维具有各种不同的断面结构。
二、碳纤维材料生产的主要设备—热压罐

(1)热压罐定义。热压罐是一种针对聚合物基复合材料成型工艺特点的工艺设备,使用热压罐成型是制造连续纤维增强热固性复合材料制件的主要方法,适用于先进复合材料结构、蜂窝夹层结构及金属或复合材料胶接结构的成型中。一般具有温度和压力控制精度高、结构安全可靠、系统稳定性好、能耗低、操作和维护简单等优点,能实现模块化和系列化,可满足不同领域、不同工艺和不同规格的需求。
(2)热压罐类型。热压罐系列主要有实验室热压罐、复合材料热压罐、碳纤维热压罐、玻璃纤维热压罐、立式热压罐、高温固化罐、最新研发的热压罐系列产品,是一套能实现温度、压力、真空、冷却、循环等工艺参数时序化、实时在线控制的系统设备。
(3)热压罐主要组成系统:
1罐体:由罐体、罐门机构、高温电机、风道板隔热层等形成一个耐高压、高温的罐体;
2安全联锁装置:由压力自动联锁、手动联锁、超高压报警装置组成。
3快开门装置:手动电动两用快开门设计,停电时能正常开启关闭罐门,是目前最先进的开门方式。
4密封装置:罐门采用硅胶充气式密封,耐高压400°。永不磨损。
5压力系统:由压缩机、储气罐、压力控制阀、管路、压力变送器和压力表等组成压力传送与控制系统;
6加热系统:不锈钢电热管、高温风机、风道板、隔热层、温控系统组成,加热功率满足腔体的最高温度要求及升温速率的要求;
7温度循环系统:由循环风机、导风板、导流罩组成,加速热流传导和循环,形成均匀温度场;
8真空系统:由真空泵、管路、真空表和真空阀组成,给封装的复合材料预制件提供真空条件;
9热压罐自动控制系统:采用西门子PLC控制系统,实现对压力、温度、冷却等工艺参数的全程高精度控制与实时记录。
三、碳纤维材料生产的主要设备—热压罐工艺优点
(1)压力均匀:使用气体加压,压力通过真空袋作用到制品表面,各点法向压力相等,使制件各处在相同压力下固化成型。
(2)温度均匀,可调控:罐内为循环热气流给工件加热,各处温度温差小。同时配置冷却系统,使温度可严格控制在工艺设置范围内。
(3)适用范围广:模具较简单,效率高。既适合于大面积复杂型面的板、壳,也适合于简单形状的板、棒、管、块,还可用于胶接装配,小型件可一次多件同时固化。
(4)成型工艺稳定、可靠:压力、温度均匀,可调可控,使成型或交接制品质量一致、可靠;孔隙率低、树脂含量可控并均匀;加压时可抽真空,使低分子物易于排出。





用户评价(0)