详情描述
-兰溪市厂房承载力鉴定机构
我们承接江浙沪皖所有地区检测鉴定\加固设计\加固施工等业务
针对不同需求提供的厂房检测鉴定服务步骤
鉴定步骤及工作内容
(一)、进场准备工作
为使现场鉴定工作有效快速进行,满足工期要求,委托方应积极主动的收集及准备好被鉴定厂房的房产证、建筑及结构图纸,并做好现场的通知与协调工作。
(二)、现场勘查
(1)厂房概况调查
(1.1)调查及记录厂房的名称、地址、座向、产权人、使用人、承租人、建筑年代、改造年代、用途、层数及结构形式。
(1.2)调查及记录厂房的设计单位、施工单位及监理单位。
(1.3)调查及记录厂房内墙、外墙、天花饰面、室内地面及门窗设施等装修情况。
(2)现场检查、检测内容
(2.1)地基基础检查
检查、记录厂房室内外地台、各墙柱脚是否有开裂损坏现象,地基基础是否产生不均匀沉降而造成上部结构构件出现开裂及变形等异常现象。采用“DJD2-1GC”型电子经纬仪对该厂房转角部位竖向构件倾斜率或偏移比值进行测量,采用“DSZ2”水准仪对该厂房转角部位竖向构件进行沉降观测,以确定该厂房主体整体是否发生不均匀沉降现象及厂房沉降是否趋于稳定,并判定该损坏现象是否对厂房安全构成影响。
(2.2)钢筋混凝土检查
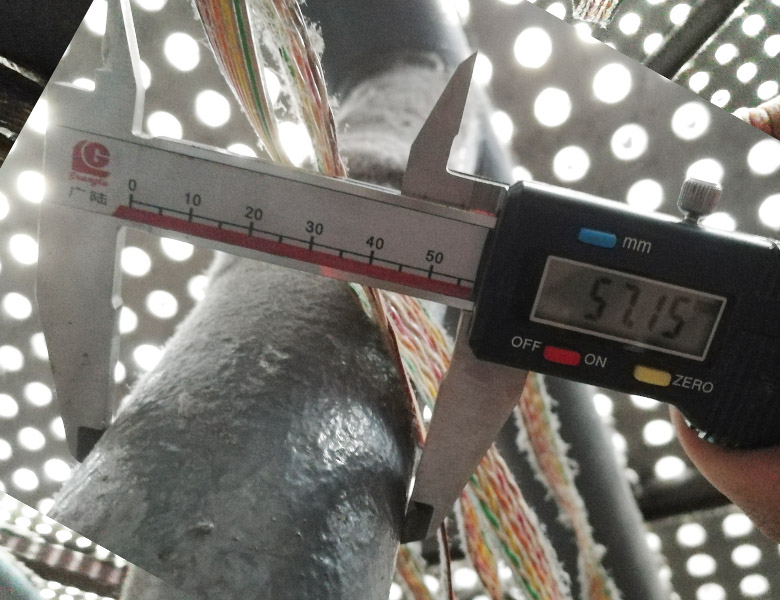
检查、记录钢筋混凝土构件是否出现明显的受力变形及开裂损坏等异常现象,对损坏(包括:开裂、变形、保护层剥落、露筋、钢筋锈蚀程度等)构件外观状态进行拍照记录,并判定该损坏现象是否对厂房安全构成影响。
(2.3)砖墙砌体检查
检查、记录砖墙砌体是否出现明显的受力变形及开裂损坏等异常现象,对损坏(包括:开裂、变形、风化、弓凸等)构件进行拍照记录并判定该损坏现象是否对厂房安全构成影响。
(2.4)、木结构检查
检查、记录木结构是否出现倾斜、下垂、侧向变形、腐朽、裂缝及节点是否出现松动、脱榫等损坏现象,并判定该损坏现象是否对厂房安全构成影响。
(2.5)装修部分检查
(a)检查、记录内外墙及天花板的批荡层是否出现风化、空鼓、起拱、脱落及龟裂等损坏现象。
(b)检查、记录楼地面饰面是否出现空鼓、起拱、起砂和开裂等损坏现象。
(c)检查、记录门窗是否出现变形、开裂、木质腐朽、铁件锈蚀等损坏现象,使用是否灵活。
(2.6)设备部分检查
检查、记录水电设施使用功能是否正常;卫生器具零件损坏、残缺;电照设备的新旧、完损、电线老化、绝缘等情况。
2020年11月13日今日头条消息,据房屋检测鉴定技术部门透露
作为兰溪市权威厂房结构安全检测鉴定机构,我公司专业承接兰溪市厂房承重检测鉴定,兰溪市钢结构厂房荷载能力检测鉴定业务,兰溪市钢结构厂房质量检测鉴定,兰溪市厂房竣工验收检测,兰溪市老旧厂房主体安全鉴定,兰溪市租客/外商客户验厂检测鉴定,兰溪市化工厂房防雷/消防检测验收,兰溪市工业厂房质量检测鉴定,厂房加层加建结构安全检测鉴定,厂房设计、加固改造施工一站式服务单位,价格优惠,欢迎来电咨询办理。
浙江建筑检测鉴定公司技术力量雄厚,拥有一批德才兼备的长期从事房屋结构安全检测鉴定、质量检测、加固改造施工、设计等权威的高、中级技术职称人才,以及完备的工程检测设备;先后完成了办公楼、幼儿园学校、住宅、厂房、宾馆、学生接送站、旅馆、星级酒店等过万项工程的房屋安全鉴定、抗震鉴定、加固设计和加固改造施工工作。公司本着诚信的态度,诚实可靠的技术力量,为您提供满意的服务。本公司与多个省份建筑设计院、建筑工程质量检测站等单位拥有密切的合作关系;公司将以权威的精神为您提供安全、经济、权威的服务。

嘉善县(魏塘街道,罗星街道,惠民街道,大云镇,西塘镇,干窑镇,陶庄镇,姚庄镇,天凝镇)厂房承重鉴定,秀洲区(新城街道,嘉北街道,塘汇街道,高照街道,王江泾镇,油车港镇,新塍镇,王店镇,洪合镇)厂房结构安全检测,南湖区(建设街道,解放街道,新嘉街道,南湖街道,新兴街道,城南街道,东栅街道,长水街道,凤桥镇,余新镇,新丰镇,七星镇,大桥镇)厂房安全鉴定,海宁市(硖石街道,海洲街道,海昌街道,马桥街道,许村镇,长安镇,周王庙镇,丁桥镇,斜桥镇,黄湾镇,盐官镇,袁花镇)厂房安全检测鉴定,海盐县(武原街道,西塘桥街道,元通街道,秦山街道,沈荡镇,百步镇,于城镇,澉浦镇,通元镇)钢结构厂房检测多少钱一平方,嘉兴市厂房检测鉴定收费标准,平湖市(当湖街道,钟埭街道,曹桥街道,乍浦镇,新埭镇,新仓镇,广陈镇,林埭镇,独山港镇)厂房楼板承载力鉴定报告,桐乡市(梧桐街道,龙翔街道,凤鸣街道,乌镇镇,濮院镇,屠甸镇,石门镇,河山镇,洲泉镇,镇,崇福镇,高桥镇)权威厂房检测鉴定中心机构
钢结构工程因其结构跨度大、自重轻、安装便捷等优点被广泛应用于工业厂房、大型公共建筑。钢结构厂房主要构件制作工艺:放样→下料→电脑编程→拼板→CNC切割→组立→埋弧焊接→钻孔→组装→矫正成型→铆工零配件下料→制作组装→焊接和焊接检验→防锈处理、涂装、编号→构件验收出厂。
1、制作放样:放样是钢结构制作工艺中的道工序,只有放样尺寸,方可避免以后各加工工序的累积误差,才能保证整个工程的质量。
2、拼板:拼板时应考虑下料切割焊缝的收缩量,适当放出余量,自动切割缝为2MM,手工切割缝为3MM,焊缝收缩量视构件长度一般应放20-30mm。
3、CNC切割:切割时应考虑割切、焊接的收缩余量及组装误差,长度一般应放20~30mm,切割宽度误差±1mm。
4、组立:翼腹板有对接焊缝时,组立应注意翼腹板焊缝错开200mm以上。组立时确保腹板对翼板的中心线垂直度偏差为b/100且≤2mm,中心线偏移≤1mm。翼腹板间隙应≤0.8mm,以满足埋弧焊的需要。
5、埋弧焊:焊接所采用的焊丝、焊剂应与构件的材质相匹配。焊前应对焊丝、焊缝进行清洁,除去油渍、锈迹,焊剂等。
6、制孔:钢结构厂房安装时所留A、B级螺栓孔应具有H12的精度,孔壁表面的粗糙度Ra不应大于12.5um,螺栓孔的允许偏差超过上述标准,不得用钢块填塞,可采用与母材料性质匹配的焊条补焊,再重新制孔。
7、矫正:好的零件在加热矫正时,加热温度应根据Q345性能选定,不得超过900℃。钢结构在加热矫正后应缓慢冷却,不能用水冷却。矫正的钢材表面,不应有明显的裂缝或损伤。
相关推荐
信息由用户自行发布,采用请谨慎,我们鼓励您当面交易。 加固之家网只为传递信息,我们不做任何双方证明,也不承担任何法律责任。 信息转载,请标明来源于www.jiaguhome.com